
As the trend of automobile lightweighting continues to deepen, and the requirements for the explosive power of the engine block continue to increase, the wall thickness of the engine block is getting thinner and the material requirements are getting higher and higher. The material of the current production engine block has been gradually upgraded from HT250 to HT300, and the wall thickness of the casting has been gradually adjusted from 5 mm to the thinnest point of 3.5 mm. At the same time, the amount of scrap steel used in the smelting process has increased due to cost reduction needs. The existing casting process has achieved thin-wall requirements and improved materials, but it has also led to an increase in the tendency of shrinkage and porosity, resulting in a significant increase in the oil leakage ratio of the cylinder block in engine leak testing, bench testing and even after-sales vehicles.
The cylinder body material is HT300 and the main wall thickness is 3.8 mm. The sand core adopts the triethylamine cold core core making process (except for the water-jacketed core), mass production with KW static pressure line molding, machine setting, 2 pieces per box, electric furnace smelting process, and semi-automatic pouring machine for pouring. Charge ratio (mass fraction): pig iron 0~25%, scrap steel 30~70%, gray iron recycled material 30~70%. Body metallographic testing requirements: Type A graphite ≥ 70%, Type B graphite < 20%, Type C graphite < 2%, D&E type graphite < 10%, graphite length: Grade 3 < 10%, Grade 4 and Grade 5 ≥ 50 %, grade 6 and grade 7 < 50%, pearlite amount ≥ 90%, carbide ≤ 1%. The mechanical property requirements are that the tensile strength of the casting body is ≥ 220 MPa and the body hardness is 187~241 HBW. The chemical composition is shown in Table 1.
Table 1 Chemical composition (mass fraction, %)


Figure 1 493 cylinder leakage location

Figure 2 PUMA cylinder leakage location
(1) Adjust the composition of molten iron, increase CE, and reduce the alloy addition ratio
In molten iron, ω (C) is adjusted from 3.28% to 3.30% to 3.30% to 3.32%, ω (Si original) is adjusted from 1.60% to 1.70% to 1.65% to 1.70%, and ω (Cr final) is controlled from 0.30%. ~0.35% adjusted to 0.25%~0.30% control. Because the C and Si content in the molten iron is increased, the CE is increased, the fluidity of the molten iron is increased, which is beneficial to feeding and can reduce shrinkage cavities and shrinkage porosity defects. Cr in molten iron can improve the strength and hardness of castings, but it also tends to increase the tendency of the molten iron to whiten and make castings prone to shrinkage. Therefore, reducing the amount of Cr added will also help reduce shrinkage cavities and shrinkage porosity in castings. defect.
(2) Adjust the charge ratio
The alloying element requirements for scrap steel used in the furnace charge are ω (Ti) < 0.03%, ω (Pb) < 0.005%, and ω (V) < 0.02%. However, due to the increase in the amount of scrap steel added, and the increase in the use of high-strength plate scrap steel Large, causing the content of alloy elements in the casting to change. It can be seen from the data in Figure 3 that ω (Ti) has gradually increased from 0.024% in January 2022 to 0.042% in June 2023. Starting in September 2022, most of the lowest values of ω (Ti) will be around 0.03%. , the changing trend is obvious. It can be seen from the data in Figure 4 that from January 2022 to June 2023, 99% of ω (Pb) is lower than 0.005%, with only individual points fluctuating and relatively stable. It can be seen from the data in Figure 5 that from January 2022 to June 2023, the content of ω (V) was 99.5% lower than 0.02%, with individual points fluctuating and relatively stable.

Figure 3 Trend chart of ω (Ti) (%) in scrap steel
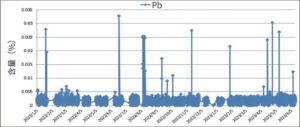
Figure 4 Trend chart of ω (Pb) (%) in scrap steel

Figure 5 ω (V) (%) trend chart in scrap steel
Trace amounts of Ti can improve the mechanical properties of cast iron parts and improve the uniformity of different sections of the cast parts. Because Ti can promote the formation of D-type graphite in cast iron parts, when D-type graphite reaches a certain proportion, especially when ω(Si)/ω(C) is high, its mechanical properties increase significantly. However, as ω (Ti) increases, the density of gray iron castings decreases and the probability of shrinkage and porosity increases.
According to the changes in alloying elements in scrap steel, in addition to regulating and controlling the source of scrap steel and reducing the purchase of scrap steel with excessive elements such as Ti, Pb, V, etc., the proportion of furnace materials has also been adjusted. The amount of pig iron added per furnace has been increased by 800 kg, and the amount of scrap steel added The quantity was reduced by 800 kg to reduce the impact of alloying elements in scrap steel on castings.
(3) Use tellurium powder paint
Tellurium is a non-metallic element with low melting point, low boiling point and volatility. When heated, it can evaporate quickly, taking away the heat from the metal surface and forming a thin layer on the surface of the casting close to the paint coating. Chilled white structure, the chilled layer has a dense structure and has a very significant effect on reducing shrinkage and shrinkage cavities in castings.
It can be seen from the anatomy photo of the air leakage parts in Figure 1 that the air leakage is mainly concentrated in the 1# and 2# bolt holes. Because the locations are relatively concentrated, tellurium powder paint is repainted at the corresponding positions of the water jacket core of the cylinder, as shown in Figure 6 shown.

Figure 6: Partial repainting of the water jacket core with tellurium powder paint
(4) Casting structure optimization
Air leakage in the cylinder is mainly caused by the connection between the water jacket cavity and the bolt hole. For this reason, when optimizing the design, increase the wall thickness of the air leakage part of the water jacket cavity, and increase the wall thickness of the water jacket core near the bolt hole of the cylinder body. Partial excavation is shown as marked in Figures 7 and 8. The wall thickness of the corresponding part of the casting is increased, and the bolt holes are away from the water cavity, which reduces leakage here.

Figure 7 493 series cylinder water jacket core

Figure 8 Improved cylinder water jacket core