Application examples of improving cold isolation defects of thin-walled aluminum alloy 3D prototypes
Underpouring and cold shut are common casting defects. Underpouring refers to the failure of the molten metal to fill the mold cavity, resulting in an incomplete casting. This type of defect is characterized by a perforation with smooth round edges in the wall of the casting, or one or more ends of the casting are not filled with molten metal; cold A gap refers to a casting that has obvious discontinuity defects where two strands of metal meet because they fail to fuse completely. The appearance of such defects often appears as cracks or wrinkles with smooth round edges. 3D trial production technology is now widely used in all walks of life. This article uses 3DP sand printing technology to trial-produce an aluminum alloy rear flat fork sample. Next, based on the trial production of samples of this product, the author will talk about the improvement measures and effects of insufficient pouring and cold isolation of this type of aluminum alloy hollow thin-walled structural castings, and put forward corresponding process design suggestions.1 Develop products and preliminary plan analysis The rear swing arm of a motorcycle is also called the rear fork. It refers to the place where the rear wheel of the motorcycle is connected to the body. It plays a role in fixing the rear wheel, carrying the pressure of the body and maintaining stability. In the early days, they were mostly welded into round tubes, but now they have gradually evolved to include multiple structures and multiple materials, such as round tubes, square tubes, upper triangles, lower triangles, gull wings, single rocker arms, etc.
1.1 Basic product information
The rear flat fork (rear rocker arm) product developed and trial-produced by the author is an aluminum alloy hollow structure. Material ZL101A, outline size: 627 mm × 325 mm × 226 mm, casting unit weight 6.5 kg, product basic wall thickness 4.5 mm, multiple isolated hot spots are 25-30 mm thick, the specific product structure is shown in Figure 1.Figure 1 Product structure and 3D model of inner cavity cross-section
1.2 Analysis of process difficulties
(1) The overall hollow structure of the product Since the entire product adopts a hollow structure design and the size of the core heads is relatively small (6 φ25 mm core heads), during the sand core 3D printing production and subsequent operations, it is easy to cause sand core deformation, breakage, and box closing. Problems such as offset and dislocation, the overall sand core is shown in Figure 2. During the trial production, if the sand core is deformed or the box is misaligned, the basic wall thickness of the product will be less than 4.5 mm, which will lead to insufficient mold filling of the poured product or excessive uneven wall thickness, causing the product to be scrapped. Figure 2 3D model of the sand core in the product cavity (2) Thin-wall mold filling risk in castingThe maximum outline size of the product is 627 mm, and the wall thickness is only 4.5 mm, making it difficult to fill the mold with molten metal.At the same time, because the 3D printing sand mold is cast at room temperature, and the rough surface of the sand mold is not conducive to metal filling. Compared with the gravity casting production of metal molds for similar products, the mold temperature is about 180°C and the mold surface roughness is Ra1.6, making the casting of 3D prototypes extremely risky.
1.3 Process design
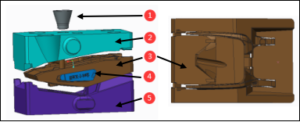
(1)Gating system design In order to achieve smooth and fast filling, a semi-closed pouring system is used, as shown in Figure 3. The specific parameters are as follows: The bottom pouring method is adopted, and the cross-sectional ratio of each component of the pouring system is: ΣS straight: ΣS horizontal: ΣS inner = 1.0:0.9:1.2. Sprue: a closed sprue with a diameter of 30 to 40 mm and a uniform transition, using a serpentine design to make the liquid flow smooth without impact and eddy currents, and to increase the friction coefficient and filter oxide film and slag inclusions; Lateral runner: A slag collecting bag is added at the end of the lateral runner to accommodate the cold metal liquid that is first filled into the mold cavity and the gas and scum mixed in it, thereby eliminating cold insulation, pores and slag inclusion defects in the casting; Ingate: Three ingates are placed at the lower part of the casting, and are designed with an upward tilt angle of 10° to ensure smooth filling of the aluminum liquid, small impact on the sand core, and less oxidation of the molten metal. (2) Sand mold 3D printing solution designThe sand molds are divided into upper type, middle type and lower type. The whole sand core is fixed in the middle type, which can effectively avoid problems such as deformation and damage of the sand core and offset and dislocation of the box closing. The specific sand mold printing plan is shown in Figure 4:2 sets of sand molds were printed through 3DP for trial production. The specific parameters are as follows:①Printing material: 100~140 mesh roasted sand (silica sand that has undergone roasted phase change);②Surface coating: flow-coated alcohol-based zircon powder coating, coating thickness 0.1~0.3 mm;③Printed sand mold compressive strength: 5.0~8.0 MPa;④Sand mold loss on ignition: <1.5%.
Figure 3 Schematic diagram of the pouring system (partial cross-section)
Sand shell 3D printing solution
1 sprue cup 2 upper type 3 medium type (with sand core) 4 side core 5 lower type
2 Product trial production and casting defect analysis
2.1 The first batch of casting trial production results
The casting has obvious under-pouring defects in the side profiling process holes and the outer wall of the φ28 mm deep elongated hole. See Figure 5 for details.
Analysis of casting defects of trial parts
2.2 Analysis of casting defects
By analyzing the casting defects that occurred in the first trial production sample, the following reasons were found:
(1) The overall product is thin-walled and has a complex inner cavity. The temperature drops rapidly during the filling process of aluminum liquid, resulting in insufficient filling capacity in the final part;
(2) The process layout is “narrow at the bottom and wide at the top”. When the mold is filled to 1/2 of the module, the rising speed of the aluminum liquid decreases significantly, and the mold filling ability is weakened;
(3) The location and size design of the local riser are unreasonable, which affects the rising speed of the aluminum liquid during the mold filling process;
(4) The number of internal gates is small and concentrated in the middle of the product, and the distance from the aluminum liquid filling to the farthest end of the product is too long;
(5) The sand mold exhaust area is small, especially in large flat areas.
3. Gating system optimization and effect verification
3.1 Optimization of pouring system
In order to increase the filling speed of molten aluminum, improve sand mold exhaust, and eliminate cold shut-off defects in castings, the gating system was optimized, as shown in Figure 6. Specific improvements are as follows:The pouring method still adopts the bottom injection method, which is relatively stable in mold filling, but rotating the product 180° so that the large plane of the product is at the bottom can eliminate the tendency of cold isolation of the large plane. The cross-section of each component of the pouring system is adjusted to: (ΣS straight: ΣS horizontal: ΣS inner = 1.2:2.0:1.0). At the same time, since the cross-sectional area of the product gradually decreases from bottom to top, the filling speed of the aluminum liquid during the rising process accelerate;Sprue: still adopts the serpentine design, while increasing the cross-sectional area by 20% to speed up the pouring speed;
Cross-runner: The cross-sectional area of the cross-runner is enlarged, the length of the cross-runner is increased, and the total length of the product is covered, so that the heat of the aluminum liquid in the inner runner is higher;
Inner sprue: Adjust the number of injectors from 3 to 6 so that the middle and farthest positions of the product can be directly connected to the lateral runner. This can greatly reduce the amount of aluminum liquid flowing out of the thin wall of the product during the pouring process. Distance of filling type;
Riser/exhaust system: Increasing the number and overall cross-section of the exhaust can effectively prevent local air suffocation; at the same time, reducing the large-volume riser in the relative center in the vertical direction speeds up the filling speed of the aluminum liquid during its rise ( Large-volume risers require more molten aluminum to be filled, which directly slows down the rising speed of the molten metal in this horizontal section).
Schematic diagram of optimized gating system 1 Runner 2 Inner runner 3 Riser 4 Serpentine sprue 5 Vent 6 Casting
3.2 Improvement of pouring conditions and cavity exhaust
In addition to adjusting the gating system, other risk factors that may cause cold isolation are also improved. The following measures are mainly taken:
(1) The amount of resin curing agent added for sand core printing is reduced by 20%;
(2) Dry the sand mold before pouring (120 ℃, 3 to 4 hours) and keep it warm until pouring to improve the filling effect of the aluminum liquid;
(3) Add multiple exhaust slits on the parting surface, and design multiple exhaust holes + exhaust plugs on the end face of the sand mold.
3.3 Trial production and effect verification after optimizing the gating system6 sets of sand molds were printed with 3DP for moldless trial production. The appearance of the 6 castings was complete, with no casting defects such as cold shuts and insufficient pouring. 100% of the castings were X-ray inspected and met the quality requirements, as shown in Figure 7. Schematic diagram of process optimization and rapid trial production 1 Process optimization 23D sand casting 3 Pouring forming 4 Finished castings







 Schematic diagram of process optimization and rapid trial production
Schematic diagram of process optimization and rapid trial production